等离子喷涂碳化钨涂层
- 品牌:抗耐牌
- 型号:KN-W
一:等离子喷涂原理
进行等粒子喷涂,首先在阴极和阳极(喷嘴)之间产生一直流电弧,该电弧把导入的工作气体加热电离成高温等离子体,并从喷嘴喷出,形成等离子焰,等离子焰的温度很高,其中心温度可达30000°k,喷嘴出口的温度可达 15000~20000°k。焰流速度在喷嘴出口处 可达1000~2000m/s,但迅衰减。粉末由送 粉气送入火焰中被熔化,并由焰流加速得到高于150m/s的速度,喷射到基体材料上形成膜。

图(1)碳化钨喷涂设备
二:等离子喷涂优点
①超高温特性,便于进行高熔点材料的喷涂。
②喷射粒子的速度高,涂层致密,粘结强度高。
③由于使用惰性气体作为工作气体,所以喷涂材料不易氧化。
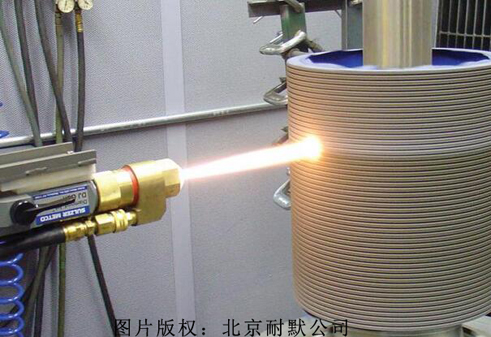
图(2)等离子喷涂碳化钨涂层作业中
三:细述等离子喷涂碳化钨涂层的耐磨因素
等离子喷涂碳化钨涂层是等离子喷涂涂层的典型应用。在影响表面涂层摩擦磨损的众多因素中,涂层与基体的硬度搭配关系是比较重要的,据此可将耐磨涂层分为软、硬两种类型。硬涂层应用于摩擦环境比较恶劣、零件表面须承受很大载荷的工况之中。硬涂层由于材料剪切强度很高,即使其表面受到一定的摩擦力,涂层表面的材料也不容易剥落下来,因此使用硬涂层可以减少零件表面的磨损。软涂层则主要应用于要求降低摩擦因数、减小摩擦力的场合。因为摩擦力近似于材料的剪切强度与接触面积之积。软涂层在与对摩件发生摩擦并受到一定的压应力时,虽然它与对摩件的接触面积较之于硬涂层要大一点,但其材料的剪切强度却比硬涂层要小得多,因此使用软涂层可以起到降低摩擦力的效果。

图(3)碳化钨涂层用于拉丝生产轮表面沟槽
制备耐磨涂层的关键是涂层材料的选择,比较常用的耐磨涂层材料是碳化钨材料和自润滑材料。目前的研究主要集中在WC、Al2O3、TiO2、ZrO2、Cr2C3、Cr2O3等常用碳化钨及陶瓷基复合涂层,这些属于硬涂层;石墨基和MoS2基、锡铅铜等软金属基以及氧化物和氟化物自润滑涂层,这些属于软涂层。 据相关研究等离子喷涂碳化钨(WC)涂层与不同材料组成摩擦副的静摩擦性能,结果显示,摩擦副的静摩擦因数与偶件的表面粗糙度和显微硬度相关,与WC碳化钨涂层配对的偶件材料的显微硬度越低,摩擦副的静摩擦因数越高;提高WC碳化钨涂层的粗糙度以及降低与WC配对的偶件材料的粗糙度可有效地提高摩擦副的静摩擦因数。但用等离子喷涂方法喷涂金属碳化钨粉末的缺点是,容易造成WC分解为W2C或者W,降低涂层硬度,并且气孔率较高。因此北京耐默公司采用内送粉式低功率喷涂设备可提高等离子喷涂碳化钨涂层质量。
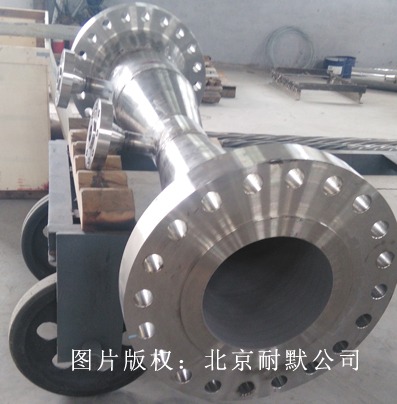
图(4)碳化钨涂层用于管件内壁,增加耐磨性
采用大气等离子喷涂技术可在铸铁基体表面制备WC/NiCrAl和WC/NiCrBSi涂层。不同粘结底层和WC含量均影响涂层耐磨性;在磨损性能方面以NiCrBSi为粘结金属的涂层优于以 NiCrAl为粘结金属的涂层,WC含量高的碳化钨涂层优于WC含量低的涂层。在对铬铸铁表面等离子喷涂Ni2Al2WC合金层及其组织性能的研究中发现,涂层中硬质相WC、WCx和NiAl、Ni(Al)、Ni3Al等合金相的存在显著提高了其耐磨性。 等离子喷涂WC/Co涂层具有优良的抗滑动磨损、磨料磨损和冲蚀磨损性能,有些微动磨损的 场合,等离子喷涂碳化钨WC/Co涂层得到了应用,如飞机发动机压气机叶片减震凸台阻尼面。近年来的研究发现,涂层纳米化可大大提高耐磨性。等离子喷涂纳米碳化钨和传统WC2Co碳化钨涂层在干摩擦条件下的耐磨性,结果发现,纳米涂层耐磨性明显好于传统涂层,尤其在高载荷作用下。分析认为,纳米WC2Co碳化钨涂层耐磨性提高归因于其高硬度以及由于纳米粒子存在所表现出的高韧性。